Seeing margins erode with increased production?
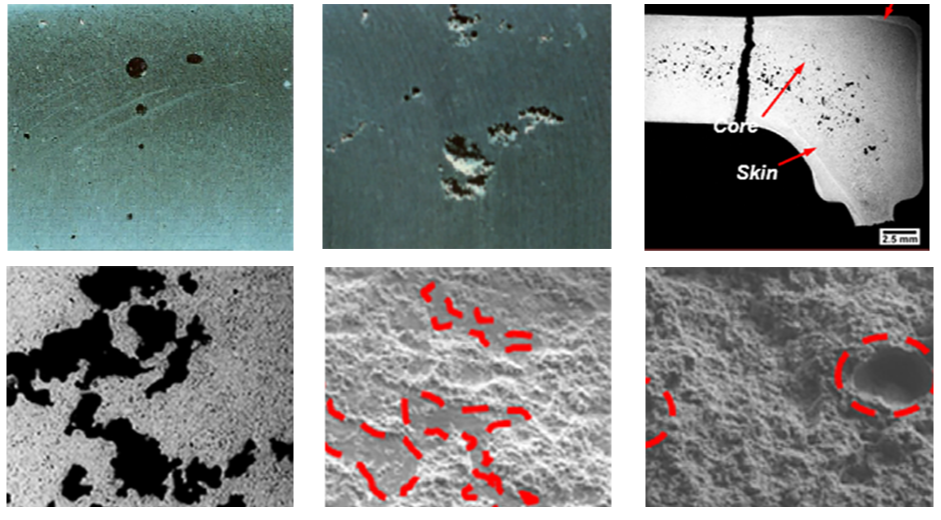
Typical Die Casting Defects
Scrap castings mean parts produced that cannot be sold. Once the casting process is established to make good castings, something (or several things) changes in the process resulting in defective castings.
Scrap Rate = bad castings per hr / shots per hour
Ex. If making 1 casting every 1.5 minutes, there are 40 castings per hour. If 6 of them (on average) per hour are bad, then 6/40 = 15%. If castings can be sold at $5 ea then the die caster is losing $5×6/hr = $30 per hour x number of hours machine is running. If 2 x 10 hr shifts per day, then the losses would be 20hrs x $30/hr = $600/day.
If your scrap rate is 15% and your annual sales revenue is $10,000,000 the lost opportunity is equal to $1,500,000.
If a die caster with 10 machines reduced their annual scrap from 15% to 5%, it will reduce the total number of die casting machine hours needed to make the same amount of good parts. In this case, reducing the scrap from 15% to 5% results in 1 full year of additional casting machine capacity.
Scrap also eats away at the lifetime of the die; it increases the cost per good casting made. If your die cost $200,000 and this cost is typically amortized over 100,000 pieces, it adds $200k/100k = $2.00 to the cost of each part. At 15% scrap, the cost for each part is actually $2.35.
Scrap costs even more after secondary operations like trimming, painting, and machining. If $3.00 worth of effort is added into each part and the scrap is not found until after the operation, a 15% scrap rate at $3.00/casting is an additional $45,000 lost per 100,000 castings made.
If a die caster produces 15% scrap and assumes a 15% margin, there is no margin…
- If some castings are good and others are bad, it means there is too much variation in the process. Some parameters are not consistently the same and are the root causes for variation, and scrap.
- Visi-Trak’s monitoring system provides clarity to die casters to see when and how much variation is occurring. With this knowledge, the potential scrap is removed from production. Once the variation is connected to the scrap issue, die casters can identify better ways to reduce the variation and eliminate producing the scrap in the first place.
- Visi-Trak also offers real-time, closed loop, meter out shot control which is the best way to avoid variation. Our control system automatically adjusts the valve opening position during the shot to compensate for machine variations. This keeps the process, and quality consistent.
- Our system was exclusively designed for die casting and includes all of the functionality a die caster needs to be successful – including die casting expertise to support you.
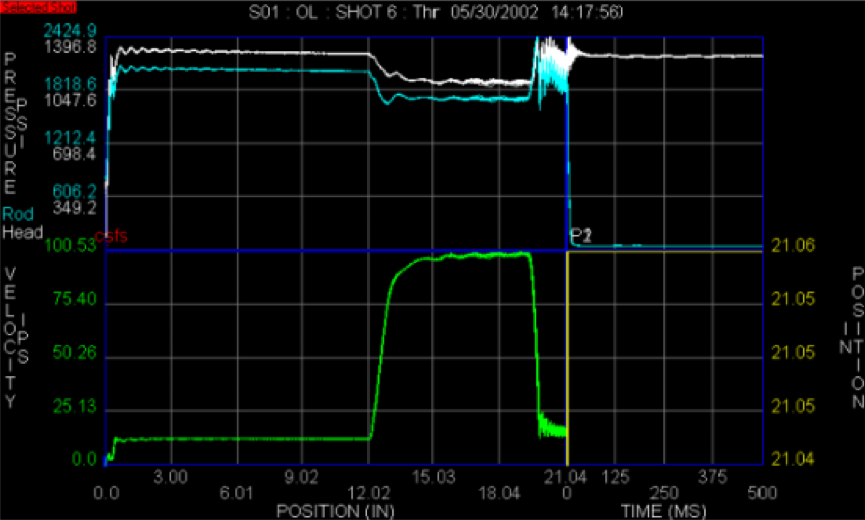
Is your plunger tip this repeatable? A 10 shot overlay with Visi-Trak displays almost no variation.

Comments are closed